- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
SiC および GaN パワーデバイスにおけるイオン注入技術の課題
ワイドバンドギャップ(WBG)半導体など炭化ケイ素(SiC)および窒化ガリウム(GaN) は、パワー エレクトロニクス デバイスにおいてますます重要な役割を果たすことが期待されています。従来のシリコン (Si) デバイスに比べて、効率、電力密度、スイッチング周波数の向上など、いくつかの利点があります。イオン注入これは、Si デバイスの選択的ドーピングを実現するための主要な方法です。ただし、ワイドバンドギャップデバイスに適用する場合には、いくつかの課題があります。この記事では、これらの課題のいくつかに焦点を当て、GaN パワーデバイスにおけるそれらの潜在的なアプリケーションについてまとめます。
01
実際の使用方法はいくつかの要因によって決まります。ドーパント材料半導体デバイス製造において:
占有格子サイトのイオン化エネルギーが低い。 Si には、イオン化可能な浅いドナー (n 型ドーピングの場合) とアクセプター (p 型ドーピングの場合) 要素があります。バンドギャップ内のより深いエネルギー準位により、特に室温ではイオン化が不十分になり、所定の線量に対する導電率が低下します。ソース材料はイオン化可能で、市販のイオン注入機で注入可能です。固体およびガスソース材料の化合物を使用できますが、それらの実用化は、温度安定性、安全性、イオン生成効率、質量分離のための固有のイオンを生成する能力、および所望のエネルギー注入深さを達成する能力に依存します。
ソース材料はイオン化可能で、市販のイオン注入装置で注入可能です。固体およびガスソース材料の化合物を使用できますが、それらの実用化は、温度安定性、安全性、イオン生成効率、質量分離のための固有のイオンを生成する能力、および所望のエネルギー注入深さを達成する能力に依存します。

表 1: SiC および GaN パワーデバイスで使用される一般的なドーパント種
移植された材料内の拡散速度。通常の注入後のアニーリング条件下で拡散速度が高いと、接合が制御されなくなり、デバイスの望ましくない領域にドーパントが拡散し、デバイスの性能が低下する可能性があります。
発動とダメージ回復。ドーパントの活性化には、高温で空孔が生成され、注入されたイオンが格子間位置から置換格子位置に移動できるようになります。ダメージ回復は、注入プロセス中に生じたアモルファス化や結晶欠陥を修復するために非常に重要です。
表 1 に、SiC および GaN デバイスの製造で一般的に使用されるいくつかのドーパント種とそのイオン化エネルギーを示します。
SiC と GaN の両方における n 型ドーピングは浅いドーパントを使用することで比較的簡単ですが、イオン注入によって p 型ドーピングを作成する際の重要な課題は、利用可能な元素のイオン化エネルギーが高いことです。
02
いくつかのキーの埋め込みと焼鈍特性GaN には次のものが含まれます。
SiC とは異なり、室温と比較してホットインプランテーションを使用することに大きな利点はありません。
GaN の場合、一般的に使用される n 型ドーパント Si は両極性になることがあり、その占有部位に応じて n 型および/または p 型の動作を示します。これは GaN の成長条件に依存し、部分的な補償効果につながる可能性があります。
GaN の P ドーピングは、アンドープ GaN のバックグラウンド電子濃度が高いため、より困難です。、材料を p 型に変換するには、高レベルのマグネシウム (Mg) p 型ドーパントが必要です。ただし、線量が高いと高レベルの欠陥が生じ、より深いエネルギーレベルでのキャリアの捕獲と補償が発生し、ドーパントの活性化が不十分になります。
GaN は、大気圧下で 840°C を超える温度で分解し、N の損失と表面での Ga 液滴の形成につながります。さまざまな形式の急速熱アニーリング (RTA) や SiO2 などの保護層が使用されています。アニール温度は通常、SiC に使用される温度と比較して低くなります (<1500°C)。高圧、マルチサイクル RTA、マイクロ波、レーザー アニーリングなどのいくつかの方法が試みられています。それにもかかわらず、p+ 注入コンタクトを実現することは依然として課題です。
03
縦型 Si および SiC パワー デバイスでは、エッジ終端の一般的なアプローチは、イオン注入によって p 型ドーピング リングを作成することです。選択的ドーピングが達成できれば、縦型GaNデバイスの形成も容易になるだろう。マグネシウム (Mg) ドーパントのイオン注入にはいくつかの課題があり、その一部を以下に示します。
1. 高いイオン化ポテンシャル (表 1 を参照)。
2. 注入プロセス中に発生する欠陥は、永久クラスターの形成につながり、不活性化を引き起こす可能性があります。
3. 活性化には高温 (>1300°C) が必要です。これは GaN の分解温度を超えるため、特別な方法が必要になります。成功例の 1 つは、1 GPa の N2 圧力による超高圧アニーリング (UHPA) の使用です。 1300 ~ 1480°C でのアニーリングにより 70% 以上の活性化が達成され、良好な表面キャリア移動度が示されます。
4. このような高温では、マグネシウムの拡散が損傷領域の点欠陥と相互作用し、その結果、傾斜接合が生じる可能性があります。 MOCVD または MBE 成長プロセスを使用する場合でも、p-GaN e モード HEMT における Mg 分布の制御は重要な課題です。
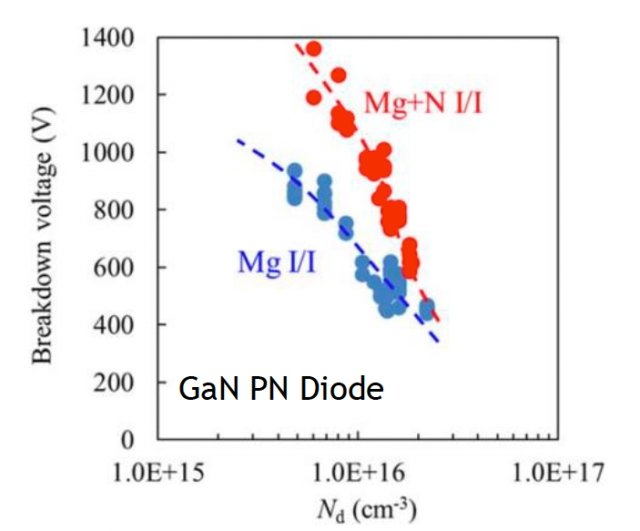
図 1: Mg/N 同時注入による pn 接合降伏電圧の向上
窒素 (N) と Mg の同時注入は、Mg ドーパントの活性化を改善し、拡散を抑制することが示されています。活性化の向上は、N 注入による空孔凝集の抑制によるもので、1200℃を超えるアニーリング温度でこれらの空孔の再結合が促進されます。さらに、N 注入によって生成された空孔によって Mg の拡散が制限され、その結果接合がより急峻になります。この概念は、完全なイオン注入プロセスを通じて垂直プレーナ GaN MOSFET を製造するために使用されています。 1200V デバイスの固有オン抵抗 (RDSon) は、0.14 オーム mm2 という驚異的な値に達しました。このプロセスを大規模製造に利用できれば、コスト効率が高く、Si および SiC プレーナ縦型パワー MOSFET の製造で使用される一般的なプロセス フローに従うことができる可能性があります。図 1 に示すように、同時注入法の使用により、pn 接合の破壊が加速されます。
04
前述の問題のため、p-GaN ドーピングは通常、p-GaN e モード高電子移動度トランジスタ (HEMT) に注入されるのではなく成長させられます。 HEMT におけるイオン注入の応用例の 1 つは、横方向のデバイス分離です。水素 (H)、N、鉄 (Fe)、アルゴン (Ar)、酸素 (O) などのさまざまな注入種が試みられています。このメカニズムは主に損傷に伴うトラップの形成に関連しています。メサエッチング分離プロセスと比較したこの方法の利点は、デバイスの平坦性です。図 2-1 は、達成された分離層抵抗と注入後のアニーリング温度の関係を示しています。図に示すように、107 オーム/平方を超える抵抗を達成できます。
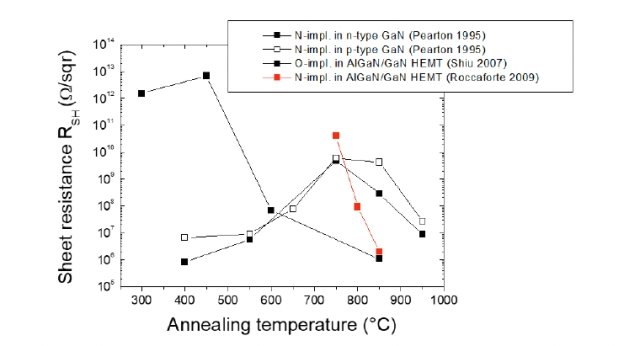
図 2: さまざまな GaN 分離注入後の分離層抵抗とアニール温度の関係
シリコン(Si)注入を使用してGaN層にn+オーミックコンタクトを作成することについてはいくつかの研究が行われていますが、高不純物濃度とその結果として生じる格子損傷のため、実際の実装は困難になる可能性があります。Si 注入を使用する動機の 1 つは、金 (Au) を使用せずに、Si CMOS 互換プロセスまたはその後のポストメタルアロイプロセスを通じて低抵抗コンタクトを実現することです。
05
HEMT では、フッ素 (F) の強い電気陰性度を利用してデバイスの降伏電圧 (BV) を高めるために、低用量のフッ素 (F) 注入が使用されています。 2-DEG 電子ガスの裏側に負に帯電した領域が形成されると、高電界領域への電子の注入が抑制されます。
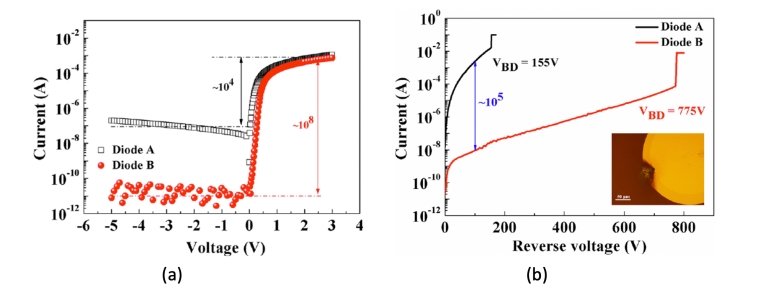
図 3: F 注入後の改善を示す縦型 GaN SBD の (a) 順方向特性と (b) 逆方向 IV
GaN へのイオン注入のもう 1 つの興味深い応用例は、垂直ショットキー バリア ダイオード (SBD) への F 注入の使用です。ここでは、F 注入が上部アノード コンタクトの隣の表面で実行され、高抵抗のエッジ終端領域が作成されます。図 3 に示すように、BV が増加する一方で、逆電流は 5 桁減少します。**